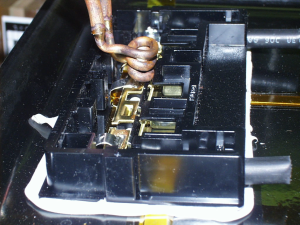
Lidhës i tunxhit të bashkimit me induksionin në panelin diellor me ngrohësin e induksionit IGBT
Lidhës Objektiv tre lidhje bronzi një nga një në një kuti kryqëzimi të panelit diellor pa ndikuar në përbërësit në kutinë e bashkimit
Material Kuti diellore e panelit diellor, lidhëse prej bronzi, tela me lidhës
Temperatura 700 ºF (371 ºC)
Frekuenca 344 kHz
Pajisjet • Sistemi i ngrohjes me induksion DW-UHF-6 kW, i pajisur me një kokë pune të largët që përmban një kondensator 1.0 μF.
• Një spiral ngrohje induksioni i projektuar dhe zhvilluar posaçërisht për këtë aplikim.
Procesi Për të ngrohur lidhësit përdoret një spiral spiral me tre kthesa në formë ovale. Një pjesë e telit të bashkimit vendoset në zonën e bashkimit dhe secila bashkim nxehet veçmas për 5 sekonda për të bashkuar lidhësin. Koha totale e procesit është 15 sekonda për të tre nyjet.
Rezultatet / Përfitimet Ngrohja me induksion siguron:
• Saktësia e saktë jep ngrohje vetëm në nyje; nuk ndikon në përbërësit përreth
• Ngrohja e lokalizuar prodhon nyje të pastra dhe të pastra
• Prodhon cilësi të lartë, rezultate të përsëritura
• Edhe shpërndarja e ngrohjes